


वर्णन

अॅल्युमिनियम इंगॉटसाठी फेस मिलिंग कटर
उत्पादन विहंगावलोकन:
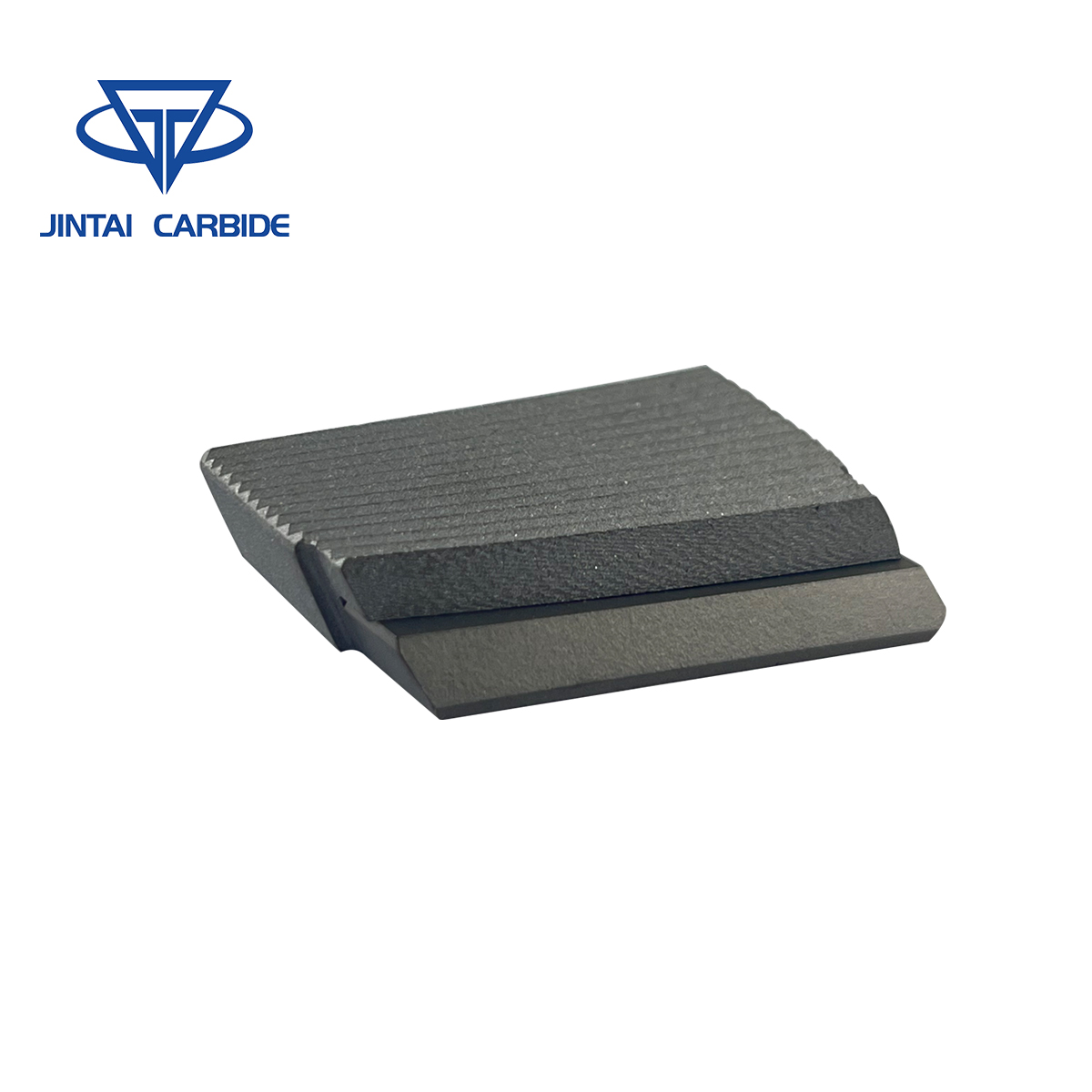
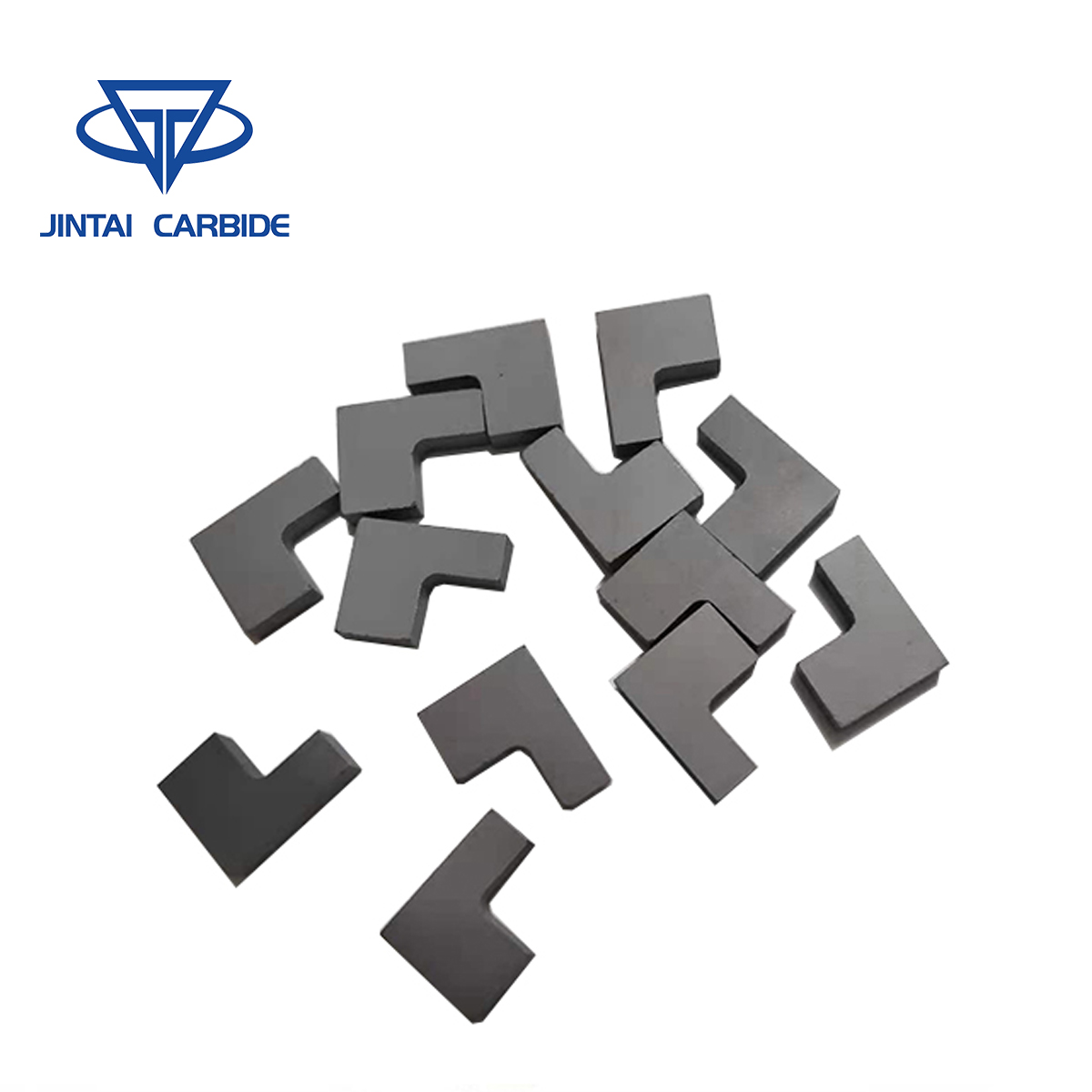
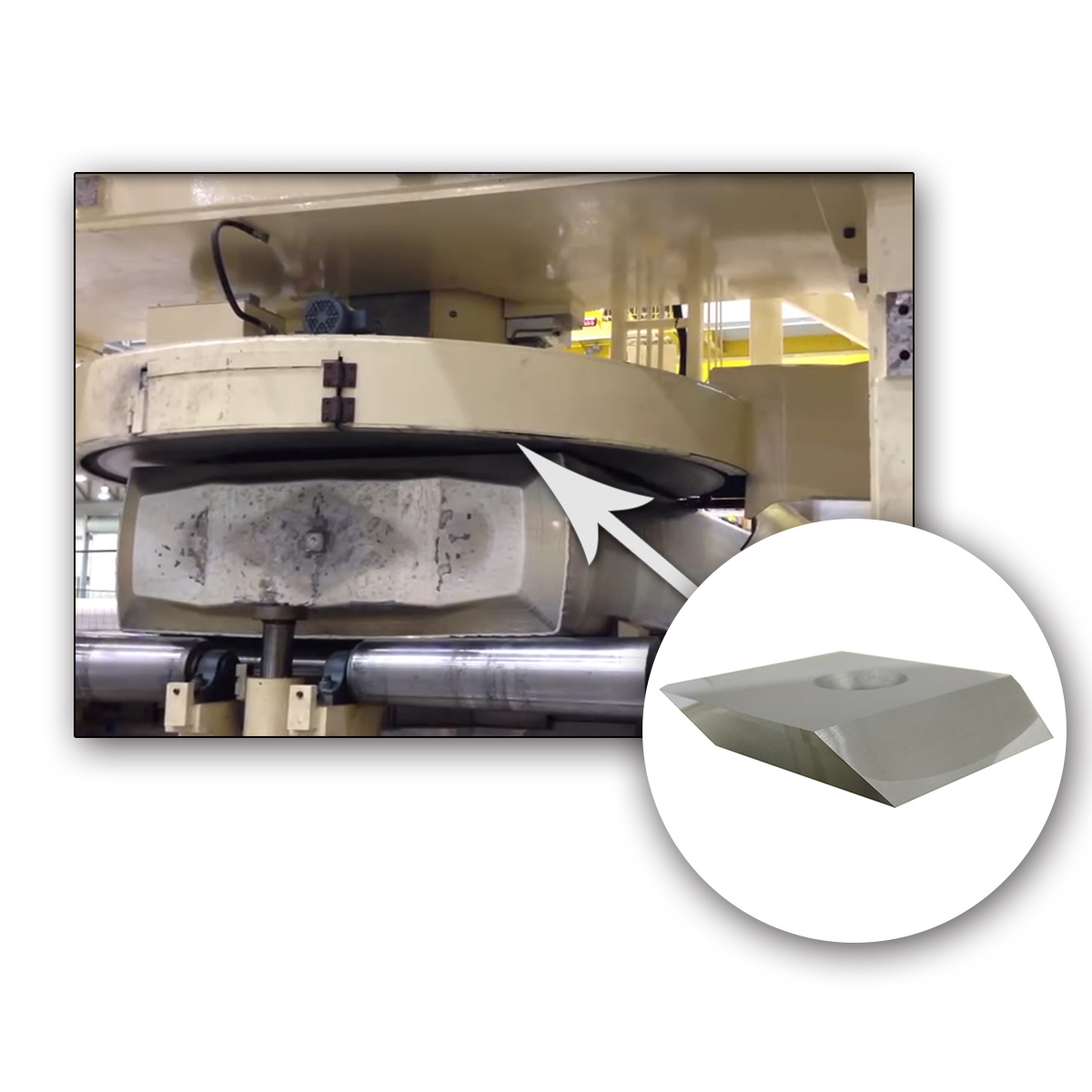
अॅल्युमिनियम इनगॉट फेस मिलिंग कटर हॉट रोलिंगपूर्वी पृष्ठभाग मिलिंगसाठी डिझाइन केलेले आहे
अॅल्युमिनियम ingots.The अॅल्युमिनियम सामग्री फेस मिलिंग कटर मालिका उग्र समावेश
मिलिंग कटर, अचूक मिलिंग कटर आणि कोटेड मिलिंग कटर. रफ मिलिंग कटर
रफ ब्लँक्सच्या मोठ्या प्रमाणात मिलिंगसाठी वापरले जाते. अचूक मिलिंग कटर सुधारण्यासाठी वापरला जातो
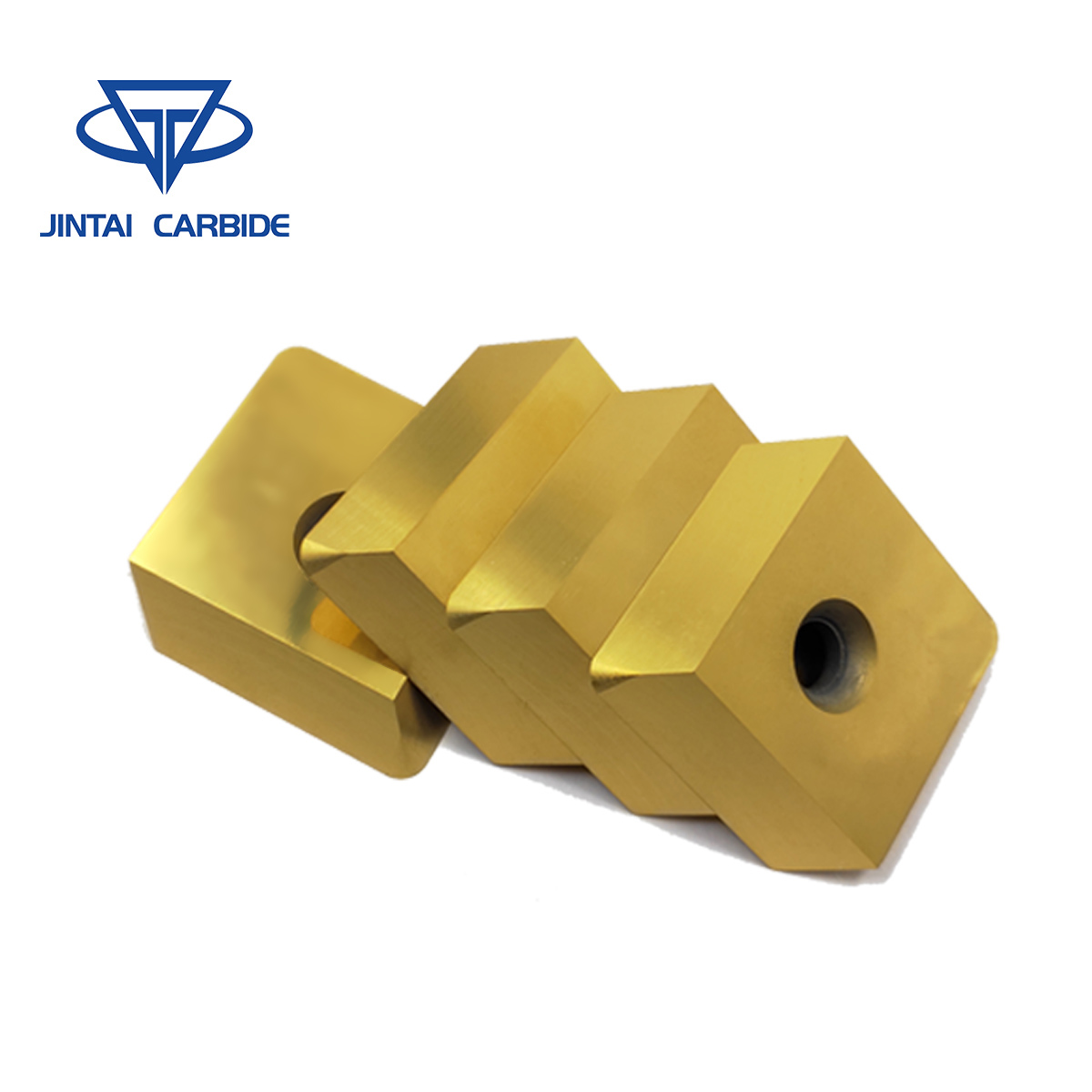
अॅल्युमिनियम इंगॉट्सची पृष्ठभागाची गुळगुळीतता. कोटेड मिलिंग कटर ब्लेडची पोशाख प्रतिरोधकता आणि आयुर्मान वाढवते.
उत्पादन वैशिष्ट्ये:
1, मिलिंग धार तीक्ष्ण आहे, परिणामी मिल्ड अॅल्युमिनियम पिंडावर एक गुळगुळीत पृष्ठभाग, चांगले आहे
प्रक्रिया स्थिरता.
2, ब्लेडमध्ये उच्च घनता आणि स्थिरता आहे, उत्कृष्ट प्रभाव प्रतिरोध आणि पोशाख प्रतिरोध प्रदान करते.3, ब्लेडच्या पृष्ठभागावर चांगली गुळगुळीतपणा आहे, एक नॉन-चिकट आणि न जळणारी मिलिंग प्रक्रिया सुनिश्चित करते.
रफ मिलिंग कटर:

| ऑर्डर कोड | परिमाण (मिमी | ||||
| L | R | d | S | s1 | |
| JT6206-L | ३७.४ | 3 | 7 | 8 | 2 |

| ऑर्डर कोड | परिमाण(मिमी) | ||||||
| L | R | S | S1 | S2 | d | d1 | |
| JT6206-M | 30 | 3 | 8 | २.४ | ०.६५ | ८.२ | ७.२ |
फिनिश मिलिंग कटर:

| ऑर्डर कोड | परिमाण(मिमी) | ||||||
| L | L1 | R | R1 | S | S1 | d | |
| JT6027 | ३७.४ | ३७.०८ | 3 | ७३० | 8 | 2 | ७.४ |
कोटेड मिलिंग कटर:

ग्रेड यादी
| ग्रेड | ISO कोड | भौतिक यांत्रिक गुणधर्म (≥) | अर्ज | ||
| घनता g/cm3 | कडकपणा (HRA) | टीआरएस N/mm2 | |||
| YG3X | K05 | १५.०-१५.४ | ≥91.5 | ≥११८० | कास्ट लोह आणि नॉन-फेरस धातूंच्या अचूक मशीनिंगसाठी योग्य. |
| YG3 | K05 | १५.०-१५.४ | ≥90.5 | ≥११८० | |
| YG6X | K10 | 14.8-15.1 | ≥91 | ≥१४२० | कास्ट आयर्न आणि नॉन-फेरस धातूंच्या अचूक मशीनिंग आणि अर्ध-फिनिशिंगसाठी तसेच मॅंगनीज स्टील आणि क्वेंच्ड स्टीलच्या प्रक्रियेसाठी योग्य. |
| YG6A | K10 | १४.७-१५.१ | ≥91.5 | ≥१३७० | |
| YG6 | K20 | १४.७-१५.१ | ≥८९.५ | ≥१५२० | कास्ट आयरन आणि हलके मिश्र धातुंच्या अर्ध-फिनिशिंग आणि रफ मशीनिंगसाठी योग्य आणि कास्ट आयर्न आणि लो मिश्र धातुच्या स्टीलच्या खडबडीत मशीनिंगसाठी देखील वापरले जाऊ शकते. |
| YG8N | K20 | १४.५-१४.९ | ≥८९.५ | ≥१५०० | |
| YG8 | K20 | १४.६-१४.९ | ≥८९ | ≥१६७० | |
| YG8C | K30 | १४.५-१४.९ | ≥88 | ≥१७१० | रोटरी इम्पॅक्ट रॉक ड्रिलिंग आणि रोटरी इम्पॅक्ट रॉक ड्रिलिंग बिट्स घालण्यासाठी योग्य. |
| YG11C | K40 | 14.0-14.4 | ≥८६.५ | ≥२०६० | हेवी-ड्यूटी रॉक ड्रिलिंग मशीनसाठी छिन्नी-आकाराचे किंवा शंकूच्या आकाराचे दात बिट्स घालण्यासाठी योग्य खडकांच्या निर्मितीसाठी. |
| YG15 | K30 | १३.९-१४.२ | ≥८६.५ | ≥२०२० | उच्च कॉम्प्रेशन रेशो अंतर्गत स्टील बार आणि स्टील पाईप्सच्या तन्य चाचणीसाठी योग्य. |
| YG20 | K30 | 13.4-13.8 | ≥८५ | ≥२४५० | स्टॅम्पिंग डाय बनवण्यासाठी योग्य. |
| YG20C | K40 | 13.4-13.8 | ≥82 | ≥२२६० | मानक भाग, बेअरिंग्ज, टूल्स इत्यादी उद्योगांसाठी कोल्ड स्टॅम्पिंग आणि कोल्ड प्रेसिंग डायज करण्यासाठी योग्य. |
| YW1 | M10 | १२.७-१३.५ | ≥91.5 | ≥११८० | स्टेनलेस स्टील आणि सामान्य मिश्र धातु स्टीलच्या अचूक मशीनिंग आणि अर्ध-फिनिशिंगसाठी योग्य. |
| YW2 | M20 | १२.५-१३.२ | ≥90.5 | ≥१३५० | स्टेनलेस स्टील आणि कमी मिश्र धातु स्टीलच्या अर्ध-फिनिशिंगसाठी योग्य. |
| YS8 | M05 | १३.९-१४.२ | ≥92.5 | ≥१६२० | लोह-आधारित, निकेल-आधारित उच्च-तापमान मिश्र धातु आणि उच्च-शक्तीच्या स्टीलच्या अचूक मशीनिंगसाठी योग्य. |
| YT5 | P30 | १२.५-१३.२ | ≥८९.५ | ≥१४३० | स्टील आणि कास्ट लोहाच्या हेवी-ड्युटी कटिंगसाठी योग्य. |
| YT15 | P10 | 11.1-11.6 | ≥91 | ≥११८० | स्टील आणि कास्ट लोहाच्या अचूक मशीनिंग आणि अर्ध-फिनिशिंगसाठी योग्य. |
| YT14 | P20 | 11.2-11.8 | ≥90.5 | ≥१२७० | मध्यम फीड रेटसह स्टील आणि कास्ट आयर्नचे अचूक मशीनिंग आणि अर्ध-फिनिशिंगसाठी योग्य.YS25 विशेषतः स्टील आणि कास्ट आयर्नवर मिलिंग ऑपरेशनसाठी डिझाइन केलेले आहे. |
| YC45 | P40/P50 | १२.५-१२.९ | ≥90 | ≥2000 | हेवी-ड्यूटी कटिंग टूल्ससाठी योग्य, कास्टिंग आणि विविध स्टील फोर्जिंग्जच्या उग्र वळणांमध्ये उत्कृष्ट परिणाम प्रदान करतात. |
| YK20 | K20 | 14.3-14.6 | ≥86 | ≥२२५० | रोटरी इम्पॅक्ट रॉक ड्रिलिंग बिट्स घालण्यासाठी आणि कठोर आणि तुलनेने कठोर खडकांच्या निर्मितीमध्ये ड्रिलिंगसाठी योग्य. |
ऑर्डर प्रक्रिया

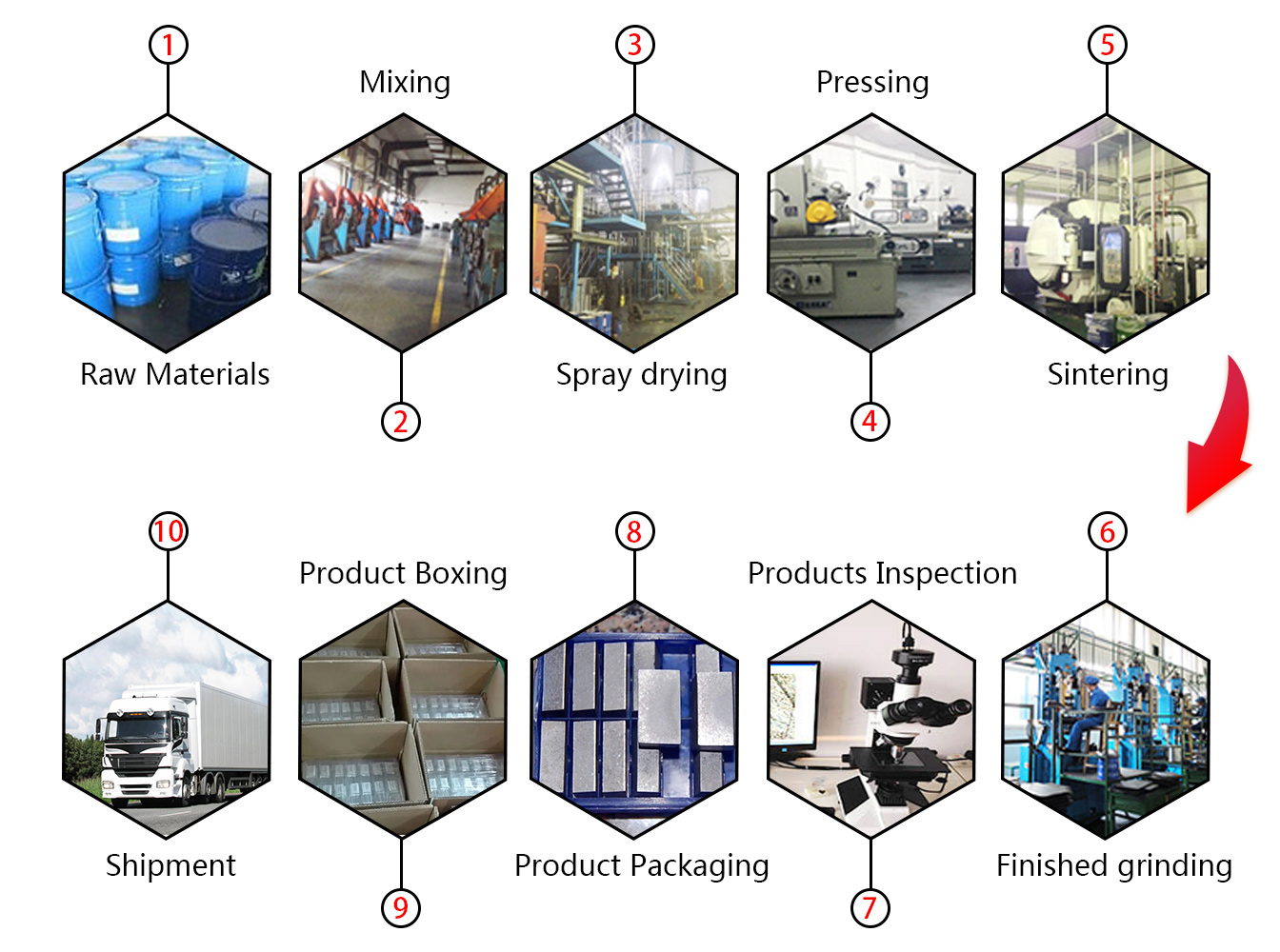
उत्पादन प्रक्रिया
पॅकेजिंग